Your ads will be inserted here by
Easy Plugin for AdSense.
Please go to the plugin admin page to
Paste your ad code OR
Suppress this ad slot.
Производство пластикового оконного профиля
Оконные профили из поливинилхлорида изготавливаются из ударовязкого модифицированного полимера. Профильные системы представляют собой ряд конструктивно увязанных элементов, в числе которых есть основные и вспомогательные ПВХ-профили. К основным относят профили оконных рам и створок, импосты и стойки. Среди вспомогательных можно выделить накладки, штапики, соединительные элементы и многое другое.
Поливинилхлорид имеет довольно высокую устойчивость к воздействию температуры, слабые возможности усадки, обширный диапазон размягчения. Всё это делает его идеальным материалом для изготовления сложных профилей по технологии экструзии.
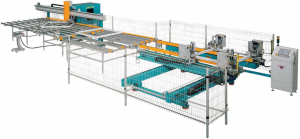
Необходимым оборудованием, участвующим в производстве пластиковых оконных профилей, являются экструдеры, фильеры, охладительный калибровочный элемент, калибровочный стол, тянущие валки, режущий элемент, профилеукладчик, устройства для упаковки готовых изделий. Всё вместе это образует поточную линия для метода экструзии.
Экструдер обеспечивает подачу сырья ПВХ и преобразовывает его в однородную массу, из которой далее формируется профиль с необходимыми геометрическими параметрами. Экструдеры имеют разную пропускную мощность, в среднем, это от 300 до 500 килограмм массы в час.
Расплав массы происходит при достаточно высоком давлении (до трёхсот бар) и температуре не менее +180 градусов по Цельсию. Такие условия обеспечивают оптимальную пластификацию массы. Не менее важно достижение правильной вязкости ПВХ-расплава. Она должна позволить массе правильно отформоваться и на входе в калибровочный элемент иметь необходимую жёсткость.
Совершенствование технологического процесса, направленное на высокоточное регулирование и повышение контроля пропускной способности, приводит к получению профилей со всё более стабильным высоким качеством профилей.
Производственный процесс по изготовлению оконных профилей из поливинилхлорида состоит из таких технологических этапов:
1. в экструдере пластифицируется формовочная масса;
2. в фильере происходит отформовка;
3. в калибровочно-охладительном элементе форма охлаждается;
4. тянущие приёмные валки обеспечивают проход профилей через все устройства;
5. режущее устройство нарезает профили на мерные длины.
О некоторых нюансах технологических этапов мы расскажем в следующей статье.