Your ads will be inserted here by
Easy Plugin for AdSense.
Please go to the plugin admin page to
Paste your ad code OR
Suppress this ad slot.
Гибка профиля ПВХ при арочном производстве. Часть 2
Как происходит процесс гибки профиля ПВХ
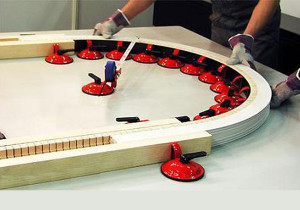
После того, как профиль нагрели одним из вышеперечисленных способов, его перемещают на гибочный стол, на котором с помощью вакуум-присосок закреплены установочные прижимы. На столе также находится кондуктор-шаблон, с помощью которого можно задать необходимый угол кривизны. При таких манипуляциях также необходимы вспомогательные инструменты- упоры для продолговатых арок и циркуль.
Стол изготовлен из материала, который не подвергается тепловому воздействию. На нем можно надежно закрепить установочные прижимы. Качественно изготовленный стол не позволит появиться морщинам на изгибах профиля (из-за отсутствия в нем отверстий), также можно задействовать в производстве вальцевание от ЛесМаш вот, тогда деформация метала будет более точной.
Кондуктор- это специальная лента ПВХ с деревянными блоками, которые подбираются для каждого типа профиля индивидуально. Одним общим недостатком при использовании гнутых профилей ПВХ является недоступность армирования конструкции. А значит, будут возникать трудности во время создания плотного притвора между створкой и рамой. При такой технологии предпочтительнее будет производство «глухих» арочных окон.
Для формирования кондуктора используют вакуумные присоски, их фиксируют по периметру полуокружности на поверхности стола, используя при этом циркуль и мерную линейку. Таким образом можно создать любой произвольный контур. Затем кондуктор устанавливают на стол, он должен соответствовать контуру, который образовался с помощью присосок. Для прямых участков кондуктор закрепляют на удлиненных упорах. Потом термопистолетом подогревают поверхность стола, которая непосредственно контактирует с профилем. Следующий этап- профиль подают на стол и укладывают по кондуктору. После остывания профиля, дуга считается готовой.
Радиус загиба и максимальная длина дуги лимитированы. Это объясняется оборудованием и конструкцией профиля ПВХ, для которых допускаются определенные ограничения. Например, максимальную длину арок допускают 2600 мм без сварного шва, и больше 2600 со швом.